Ниже рассмотрены примеры реализации методик контроля фирмы «Боинг» с помощью нового вихретокового дефектоскопа «EDDYCON C» и специально разработанных ВТП.
Краткая характеристика дефектоскопа «EDDYCON C»
При разработке вихретокового дефектоскопа «EDDYCON C» (рис. 1) ставилась задача разработать простой в обслуживании прибор, для управления которым достаточно большого пальца одной (например, левой) руки оператора. При этом ВТП для сканирования контролируемой поверхности оператор держит в другой (например, правой) руке. Форма корпуса позволяет реализовать оптимальное распределение веса на ладони оператора. Таким образом, дефектоскоп «EDDYCON C» - это портативный (210 мм ´ 110 мм ´ 85 мм) и легкий (только 0,8 кг) прибор с удобной для пользователя клавиатурой и автономным питанием, что делает его особенно удобным для работы в полевых аэродромных условиях. Дефектоскоп снабжен ярким 3,5'' цветным дисплеем с разрешением (320 × 240) пикселей. Боковая линейка меню очень простая для понимания оператором. Объем основной памяти и тактовая частота центрального процессора составляют 256 MБ и 800 MГц соответственно. Мощная программно-логическая интегральная схема позволила применить для обработки сигнала эффективные алгоритмы [1].

Рисунок 1 - Вихретоковый дефектоскоп «EDDYCON C»
Ниже в таблице представлены некоторые характеристики дефектоскопа «EDDYCON C».
| Диапазон частот | 10 Гц – 16 MГц |
| Регулировка фазы | 0 – 360 º с шагом 0,1 º |
| Предусиление | от минус 6 до 40 дБ с шагом 0,1; 1 и 10 дБ |
| Усиление | от 0 до 30 дБ с шагом 0,1; 1 и 10 дБ |
| Частота выборок | от 1 до 8 кГц |
| Фильтры | Высоких и низких частот, полосовой, дифференциально-суммирующий и усредняющий |
| Режим контроля | Одночастотный, двухчастотный |
| Рамки сигнализации | Окружность, порог, сектор, отсечка |
Таким образом, несмотря на малые габариты и вес, дефектоскоп «EDDYCON C» имеет характеристики и возможности, которые не уступают лучшим зарубежным более габаритным приборам.
Для дефектоскопа «EDDYCON C» разработан большой комплект ВТП различного типа. Высокочастотные ВТП применяются для выявления поверхностных усталостных трещин в обшивке фюзеляжа, крыла и оперения самолёта, силовых конструктивных элементах, барабанах колес и т.д. При этом разработано несколько конструкций ВТП, которые благодаря различной форме упрощают доступ ВТП в зону контроля. Разработаны, в частности, специальные ВТП для выявления поверхностных трещин на конической поверхности зенковки отверстия под заклёпку. Кроме того, разработаны варианты экранированных ВТП для расширения контролируемой зоны в области края отверстия, ферромагнитных болтов и т.д. На Рис. 2 представлена процедура контроля барабанов авиационных колес с помощью Г-образного высокочастотного ВТП. В высокочастотных ВТП использованы ферритовые сердечники диаметром 1,1 мм, что позволяет уверенно выявлять поверхностные трещины длиной более (1,5 - 2,0) мм. Для подключения локальных высокочастотных ВТП параметрического типа в дефектоскопе «EDDYCON C» предусмотрен отдельный разъем Lemo 00. Чувствительность дефектоскопа «EDDYCON C» с высокочастотными локальными ВТП проверялась на стандартных образцах типа 126, NDT 1048, 188A американской фирмы «NDT engineering corporation», изготовленных из алюминиевого сплава 2024 с дефектами глубиной (0,38 - 0,51) мм, а также на образцах типа СОП 5-1, СОП 5-2, СОП 5-3 с дефектами длиной 2,0 мм и глубиной 0,2 мм (для алюминиевых сплавов) и 0,5 мм (для титановых сплавов и ферромагнитных сталей). Результаты испытаний подтвердили высокую чувствительность дефектоскопа к поверхностным трещинам в различных конструкционных материалах. Кроме того, дефектоскопы «EDDYCON C» снабжаются селективными мультидифференциальными ВТП, которые эффективны при выявлении дефектов во внутренних слоях многослойных узлов [2].

Рисунок 2 - Контроль зоны вентиляционных окон барабанов колес
Контроль барабанов колес
Вихретоковый дефектоскоп «EDDYCON C» испытывался для выявления эксплуатационных дефектов в различных зонах барабанов авиационных колес (Рис. 2 - 4).
Для контроля колес зоны галтельных переходов применялись мультидифференциальные ВТП типа МДФ 0701, которые обеспечивают высокую чувствительность контроля с хорошей отстройкой от изменений зазора. В соответствии со штатной технологией для контроля зоны галтельных переходов барабанов колес применялось два типа сканирования: круговое и зигзагообразное сканирование (Рис. 3). При этом ВТП типа МДФ 0701 обеспечивали необходимую чувствительность с зазором до 2 мм, который образовывался во время контроля канавок реборды колес.


Рисунок 3 - Схемы сканирования при контроле галтельных переходов барабанов колес
На Рис. 4 представлен сигнал от усталостной трещины в зоне галтельного перехода протяженностью 30 мм и глубиной 0,5 мм, обнаруженной через слой лакокрасочного покрытия. Трещина была обнаружена при круговом сканировании и подтверждена зигзагообразным сканированием. Использовалась рабочая частота 420 кГц. Для установки круговой рамки сигнализации дефекта использован образец с электроэрозионным дефектом глубиной 0,1 мм.
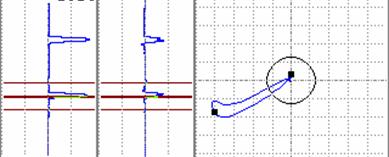
Рисунок 4 - Сигнал от усталостной трещины, выявленной в зоне галтельного перехода колеса
В следующем разделе будут также представлены результаты контроля отверстий барабанов колес после удаления болтов.
Выявление усталостных трещин на боковой стенке отверстий в динамическом режиме
При проведении эксплуатационного контроля узлов самолета особое внимание уделяется зоне отверстий для установки заклепок, которые относятся к критическим зонам, так как являются конструктивными концентраторами напряжений.
Для повышения производительности выявления дефектов на боковой стенке отверстий дефектоскоп типа «EDDYCON C» снабжается сканером ротационным типа СВР-02 (Рис. 5, а) и имеет необходимые параметры фильтров [1]. Проверка ВТП для контроля отверстий проводилась с помощью стандартных образцов типа NDT 1016 фирмы «NDT engineering corporation» с двумя угловыми дефектами типа трещина (Рис. 5, б). Дефект 1 имеет длину с = 0,51 мм и глубину в = 0,51 мм. Дефект 2 имеет параметры с и в равные 0,76 мм (Рис. 5, в). На Рис. 5, г представлены сигналы от наименьшего дефекта образца (дефект 1 на Рис. 5, в), которые показывают высокую чувствительность при контроле отверстий с помощью дефектоскопа «EDDYCON C» с хорошим соотношением сигнал/шум.
|
|
|
|
|
|


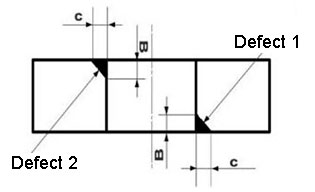

Рисунок 5 - Сканер ротационный типа СВР-02 с ВТП для контроля отверстий (а), стандартный образец для настройки чувствительности к угловым трещинам в отверстиях (б, в) и сигнал от дефекта (г) длиной и глубиной 0,51 мм
На Рис. 6 представлена процедура контроля болтовых отверстий барабанов колес в динамическом режиме после их демонтажа и сигнал дефектоскопа, полученный при обнаружении усталостной трещины глубиной 0,56 мм (справа). На Рис. 7 представлена процедура контроля отверстий крепления гермошпангоута.
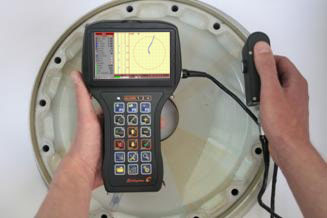
Рисунок 6 - Контроль болтовых отверстий барабанов колес в динамическом режиме (слева)
и сигнал от усталостной трещины (справа) на боковой стенке

Рисунок 7 - Выявление дефектов отверстий крепления гермошпангоута
с помощью дефектоскопа «EDDYCON C» и роторного сканера
Выявления внутренних дефектов многослойных узлов в зоне заклепок
Во многих случаях предполагается контроль без удаления заклепок, что требует более сложной интерпретации результатов контроля, так как необходимо отделить сигнал от трещины от сигнала самой заклепки, которая, по существу, тоже является нарушением сплошности материала. Для различных зон самолетов фирмы Боинг предполагается применение различных технологий контроля зоны заклепок. Традиционно для этой задачи применяют статический режим с использованием ВТП кольцевого типа или применяют более производительный способ контроля с использованием скользящих ВТП [3].
Специальный кольцевой ВТП типа ARK 2/8 разработан для проведения контроля заднего гермошпангоута в зоне его крепления к ‘Y’- хорде по внутреннему ряду заклёпок выше стрингеров 15L – 15R. ВТП обеспечивает выявление трещин длиной более 5 мм во втором слое двухслойной конструкции из алюминиевого сплава (толщины слоев 1,8 мм и 0,8 мм) в зоне заклепок с диаметром головки 8 мм. Для настройки кольцевого ВТП используется образец из двух пластин соответствующей толщины (Рис. 8, а). Образец имеет заклепку без дефекта (БД - на Рис. 8) для проведения балансировки дефектоскопа и с дефектом (Д - на Рис. 8), выполненным электроэрозионным методом с раскрытием 0,1 мм, длиной 5 мм, что соответствует заданной в руководстве фирмы Боинг чувствительности контроля. Сигналы ВТП исследовались на рабочей частоте 6 кГц. На рабочих частотах от 2 до 4 кГц, которые рекомендованы руководством фирмы Боинг, сигналы имеют аналогичный вид. При настройке дефектоскопа вертикальное усиление установлено на 12 дБ больше горизонтального, что позволяет лучше выделить сигналы от дефекта (Д - на Рис. 8, б) при установке ВТП на заклепку (Рис. 9). Сигналы от дефекта соответствуют переходу сигнала из точки балансировки БД в точку Д (Рис. 8, б). Годографы сигналов от изменений зазора (З - на Рис. 8, б) для бездефектной и дефектной заклепок ориентированы в горизонтальном направлении.
Разработанный ВТП типа ARK 2/8 отличается от стандартных кольцевых ВТП значительно меньшей высотой (9,5 мм - для ARK 2/8 против 25,0 мм - для кольцевого ВТП фирмы Rohmann). Это позволяет устанавливать его на заклепки в труднодоступных зонах гермошпангоута [3,4].
|
|
|

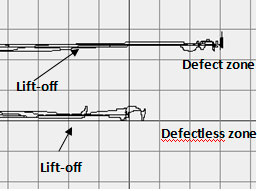
Рисунок 8 - Стандартный образец (а) для имитации заклепок в зоне заднего гермошпангоута
и полученные сигналы (б)

Рисунок 9 - Установка кольцевого ВТП на заклепку в зоне заднего гермошпангоута
Выявление внутренних дефектов в пятислойных узлах с помощью скользящего ВТП
Наиболее сложной является задача выявления трещин в зоне заклепок потайного типа без их удаления. Такая задача возникает при контроле многослойной обшивки в районе дверного проёма самолётов «Боинг 737-300, 737-400, 737-500» в зоне вырезов под узлы навески двери. Сложность заключается в том, что необходимо выявлять трещины, которые могут зарождаться и развиваться от заклепок, на глубине от 3,6 до 6,1 мм в различных слоях пятислойного неразъемного узла общей толщиной 13,68 мм. Трещины развиваются перпендикулярно направлению заклепочного шва. Расположение дефекта в 4-м слое стандартного образца представлено на Рис. 10. Методика интерпретации результатов контроля должна обеспечить достоверное разделение сигналов от трещин от сигналов, полученных от бездефектных заклепок, а также исключить другие мешающие параметры, например, влияние изменений зазора.
|
а |
|

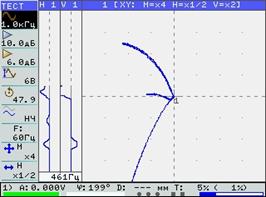
Рисунок 10 - Расположение трещин в зоне потайных заклепок в 4-м слое пятислойного образца (а) и полученные сигналы (сверху вниз) от дефекта, бездефектной заклепки и зазора
Для решения задачи разработан вариант скользящего ВТП абсолютного типа, который работает в диапазоне рабочих частот (0,5 – 4) кГц [4]. Несмотря на абсолютную схему построения ВТП, он достаточно хорошо скомпенсирован, что позволяет получить хорошее усиление во всем диапазоне частот. Отметим, что ВТП такого типа не обеспечивают отстройку от влияния зазора. Поэтому исключение влияния зазора при интерпретации сигналов необходимо обеспечить за счет анализа особенностей этих сигналов в комплексной плоскости. Испытания ВТП проводились на образце типа NDT 3049 американской фирмы «NDT engineering corporation» на рабочей частоте 500 Гц. На Рис. 10, б представлены сигналы от трещины длиной 16,5 мм на глубине 6,1 мм в 4-м слое образца (Рис. 10, а). Для оценки возможности избирательной интерпретации сигналов на Рис. 10, б представлены также сигналы от бездефектной заклепки и влияния изменений зазора. Сигналы от бездефектной заклепки разворотом комплексной плоскости ориентированы в горизонтальном направлении. Сигналы влияния зазора ориентированы вниз от точки баланса. Аналогичные сигналы получены от дефектов в 3-м слое образца.
Анализ полученных сигналов показывает возможность четкого выделение сигналов от дефектов типа трещин в зоне заклепок на глубине до 6 мм от сигналов бездефектной заклепки и от изменений зазора между ВТП и контролируемой поверхностью. Испытания подтвердили, что представленные методики контроля узлов самолетов «Боинг» могут быть успешно реализованы при подключении разработанных низкочастотных ВТП к универсальному дефектоскопу типа «EDDYCON C» [4].
Вывод
Вихретоковый универсальный дефектоскоп типа «EDDYCON C» может применяться для реализации технологий неразрушающего контроля самолетов фирмы Боинг.
Литература
- Dzhaganjan А., Uchanin V., Opanasenko A., Lutcenko G. New Hand-Held Eddy Current Flaw Detector.18th World Conference on Nondestructive Testing, 16-20 April 2012, Durban, South Africa.
- Учанин В.Н. Вихретоковые мультидифференциальные преобразователи и их применение // Техническая диагностика и неразрушающий контроль. – 2006. - №3. - С. 34-41.
- Учанин В.Н. Вихретоковые методы выявления дефектов в зоне заклепок многослойных авиационных конструкций // Техническая диагностика и неразрушающий контроль. – 2006. – № 3. – С. 3–12.
- Учанин В.Н., Сьомочкин С.В., Логинов А.О. Выявление усталостных трещин в зоне отверстий при эксплуатационном контроле самолетов фирмы «БОИНГ» / Техническая диагностика и неразрушающий контроль. – 2012. – № 2. – С. 13-17.
Учанин В.Н., Физико-механический институт им. Г.В. Карпенко НАН Украины, г. Львов
Сёмочкин С.В., Авиакомпания «Международные авиалинии Украины», г. Киев